细薄壁不锈钢管通常指:管径φ5~50mm,壁厚δ0.3~1.0mm,其焊接接头形式有:细管与细管焊接,细管与粗管焊接(包括管交叉焊接和同轴心焊接),最难焊的问题是易烧穿、塌陷,为此必须采取一定的工艺措施。比如,焊接装配方式是这样的:细管与细管对接可采用卷边(翻边)的形式,利用氩弧自熔或适当添丝焊接;细管与粗管焊接,通常采用插入式方法装焊。为了防止烧穿和塌陷,保险起见,可在细管内插入直径稍小于细管内径的铜棒或石棉棒,如果细管为非直通管,可在细管内放置耐火泥或黄泥以防止在焊接时塌陷。这种管内塞东西的方法,不仅预防烧穿塌陷,还可以起到焊缝背面保护的作用,要注意的是:当使用铜棒作细管内衬垫时,要时刻注意铜棒是否熔化的情况(可随时拉出,冷却后再插入)。
细薄壁不锈钢的氩弧焊焊接,主要采用断续焊,小规范,所用焊机应有:高频引弧性能,焊接电流具有递增和衰减性能,在微小电流下具有优良的稳弧性能等。应由熟练氩焊工施焊,要注意电弧的起弧位置、电弧长度、熔池形成方式和存在时间、起弧间隔时间、添丝方法等。
焊接参数有:焊接电流10~20A;电弧电压10V;氩气流量6~10L/min;钨极直径1.0~1.2mm;喷嘴直径6~8mm;电流延长时间2s;电流衰减时间1.0s;焊丝直径0.6~0.8mm,材质原则上与母材相近;每段焊接的持续时间宜短不宜长,一般小于5s。
其它焊接方法,细薄壁不锈钢管焊接除了经济实惠的钨极氩弧焊外,还可以采用微束等离子弧焊、激光焊、电子束焊、钎焊等。

该焊机不仅可焊接直管和直管对接焊,还可焊接直管对接弯头、三通、法兰等管件。为您现场焊接提供多功能的焊接方法和专业的焊接指导。我们不仅提供高质量的自动焊线机,还提供全面的售后培训和焊接工艺指导。在帮助您完成高质量的施工操作的同时,也大大降低了成本。如有必要,现场提供焊接样管,为您尽快顺利完成项目提供良好的设备和服务。华恒密封式全位置管管岸枪可按照客户所需定制管径范围内的复式夹具,该夹具系统可保证被焊件精确定位,无需定位点焊,从而为客户提供高效率、高质量的专用焊枪。这些焊枪可与Tube Master200、iorbital4000、iorbitl5000程控焊接电源配套使用,可精密实现全位置TIG管/管焊接,焊接结果重现性高,可达到理想的焊接效果。主要应用于电子、仪表、制药、工程安装、军工和核电等行业。华恒密封式全位置管管焊枪性能特点:1、焊枪主要部分采用铝制,结构轻巧;2、采用了密封式设计,保护效果更加充分;3、专利技术的柔性自动定心夹具,精确定位;4、适用薄壁碳钢、不锈钢、钛及钛合金材质的管道焊接;5、自熔焊接方式;6、焊枪上配备操作按钮,适合现场安装。以上是卫生级洁净管道自动焊机介绍,
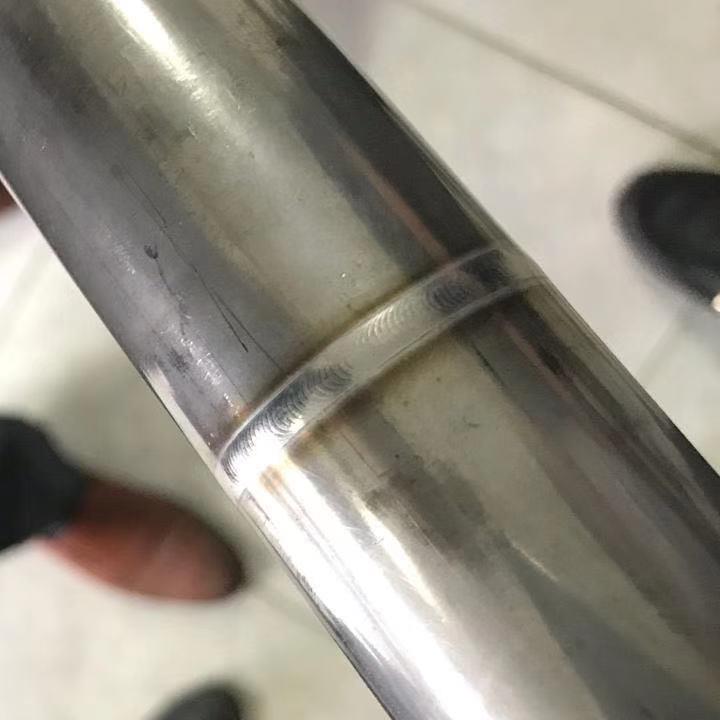

我们的焊接范围从6MM-165MM的管径都可以焊接,实现单面焊双面成型
生产率提高30%以上
● 与手工焊相比,轨道焊接对劳动力的需求较低,每位焊工平均每天可以多完成30%的焊接量。
● 无需焊剂即可形成规则几何形状,焊后无需清理或打磨。
● 焊接时操作者可以处理其他工作。
● 低废弃率和返修率。
● 由于焊接过程的可重复性,很少出现焊缝瑕疵。
极易使用
● 不到一天的培训即可掌握焊接设备操作技能。
● 焊接电源内置自动编程系统和标准程序库,方便您根据不同应用调整焊接程序。
可根据工作量调整生产方式
● 焊机操作简单易学,一旦生产任务增加,可以迅速扩大焊接团队。
● 生产高峰时如果您没有足够设备储备,请致电我司设备租用部门。
安装空间要求小
我们的设备可以在狭窄空间使用,从而优化您的布局设计。
高质量焊接使您在竞争中脱颖而出
TIG轨道式焊接确保您于仍使用手工焊接的竞争对手。
全位置管管自动焊机,不用打坡口,全位置管管自动焊机,不用打坡口,全位置管管自动焊机,不用打坡口,